
| STORE HOURS 9 TO 6 CDT GMT minus 5 hours Monday thru Friday (800) 338-8863 1 (906) 864-1437 |
PIANO
HAMMERS FOR THE VERY BEST IN PIANO TONE PRODUCTION
Please
use your browser's "Back" button if you have to go to another page for Here
is a link to the page which tells how to make the repair or installation of the
|
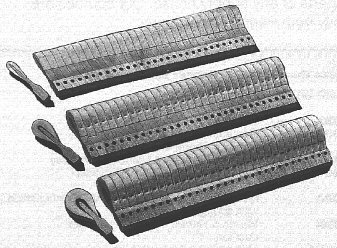
UPRIGHT
HAMMERS--
FULL NEW SETS
Ready to use
and pre-bored:
1.
Determine whether you need standard bore or custom bore hammers.
Standard bore hammers have the 14 hammers just above (to the right of the "break") the bass section, bored at 12 degrees angle. The next 14 hammers are bored at 6 degrees angle, and the rest of the treble hammers are at 0 degrees angle.
If your hammers do not follow this pattern, you need custom bore hammers.
The bass hammers will all be at a 14 degree angle.
2. Determine the length of the hammers.
The lengths I offer are: 2-3/8ths; 2-7/16ths; 2-1/2; 2-5/8ths. NOTE: Measure the distance from the center of the shank hole to the face of the average treble hammer. Be sure to add a bit for severe wear of the hammer felt face. This measurement is very important if the hammers and dampers are to work right.
3. Give us the Bore (Diameter) of the hammer shanks
UPRIGHT PIANO BORED HAMMERS Cont.
STOCK
HAMMERS ARE NOW MADE BY ABEL OF
GERMANY
Standard Bore-- These hammer sets consist of 30 bass and 64 treble hammers. Bass hammers drilled
at 14 degrees angle.
Tenor section has 14 hammers at 12 degrees, 14 hammers
at 6 degrees, and the rest at 0 degrees.
A 1 degree forward pitch is added.
The hole is bored at 7/32 inch diameter.
Moldings are made of birch and are 3/8 inch wide.
| Full
set of 15 lb weight- | Standard Bore | Custom Bore | Price |
| 2-1/2
inch | SH501-15GM2-1/2 | Add
$150 | $
458.00 |
| 2-3/8
inch | SH501-15GM2-3/8 |
Add
$150 | $
458.00 |
|
2-7/16
inch | SH501-15GM2-7/16 |
Add
$150 | $
458.00 |
IMADEGAWA
UPRIGHT HAMMERS from Japan-
Made with hornbeam wood molding
| Full
set of 15 lb weight- | Standard Bore | Custom Bore | Price |
| 2-1/2
inch | SH501-15J2-1/2 |
Add
$150 | $
400.00 |
| 2-3/8
inch | SH501-15J2-3/8 |
Add
$150 | $
400.00 |
| 2-7/16
inch | SH501-15J2-7/16 |
Add
$150 | $
400.00 |
GRAND
PIANO HAMMERS--
FULL NEW SETS
Grand Piano hammers are more expensive because they demand more tooling.
These hammers are unbored. We will custom bore these hammers; cost for boring is $150.
See the instructions below for the information needed for custom boring. It is best to call and
talk to Keith before sending in any samples.
GRAND HAMMERS MADE BY ABEL OF GERMANY--
| Full
set of 15 lb weight All lengths |
Part
Number | Price |
| 1-7/8
inch | SH902-15GM
1-7/8 | $ 800.00 |
| 2
inch | SH902-15GM
2 | $ 800.00 |
| 2-1/8
inch | SH902-15GM
2-1/8 | $
800.00 |
IMADEGAWA
GRAND HAMMERS from Japan-
Made with hornbeam wood molding
| Full
set of 15 lb weight All lengths |
Part
Number | Price |
| 1-7/8
inch | SH902-15J
1-7/8 | $
690.00 |
| 2
inch | SH902-15
J 2 | $
690.00 |
| 2-1/8
inch | SH902-15J
2-1/8 | $
690.00 |
CUSTOM BORED HAMMERS
All hammers above are pre-bored, but some pianos have a progressive
bore angle and must be measured and bored one at a time.
Your samples must be sent to us for duplication.
Sometimes the angling of the hammers in the scale of quality pianos is progressive and over much more of the treble than on the majority of pianos. The bass may also have angle issues. For this reason, you may want a custom bored set of hammers to make sure the face of the hammer hits the strings where the scale engineer planned it. For this purpose, here are the requirements:
1. Number the hammers in the scale of the piano. Hammer number 1 is at the extreme left scale, and hammer number 88 is at the extreme right end of the scale. For pianos with fewer or more then 88 notes in the scale, make a note of this when you send the hammer samples.
2. Send in the two hammers from the extreme right and left of EACH SECTION of the piano scale. By this we mean that a section is the group of hammers between the casting breaks on a grand piano, or the hammer groups between the vertical brackets of an upright piano.
3.
DO NOT remove the shanks from the hammers.
DO NOT break the shank off flush with the hammer head.
PRICE: $150
Please allow extra time for custom boring of grand hammers.
Call
to verify current price, or SEND MAIL
800-338-8863
SQUARE GRAND
If you are interested in hammers for a square grand, please call & talk to Keith about it.
GRAND HAMMER SHANKS
Grand hammer
shank with flange- There are so many variations that I am giving
you
a Graphic
Grand Hammer Shank and Butt page to order from. Enjoy :-)
These parts are also listed
on Action Parts page.
You
will find the prices on the Grand Hammer Shank and Butt Page
Steinway
Teflon Bushings Large-- For hammer shanks and wippen flanges- dozen
SH516L $
13.80
Steinway Teflon
Bushings Small-- For Jacks and Balance Rails- dozen
SH516S
$ 13.80
Learn to align your Grand Piano Hammers
 These
hammers are made of piano hammers. Two are supplied in two sizes. They are made
of new piano hammers mounted on wood hammer shanks about 5 inches long. A felt
layer is added to the shank and a foam grip added over the felt. This is to isolate
the hammer blow from your hand as much as possible. A customer of ours suggested
this innovation, and when we sent the two hammers, he was delighted. Banjo players
tell me they need to thump the head of the banjo as well as the bridge to hear
the effect of the sound as they tighten the head of the banjo.
These
hammers are made of piano hammers. Two are supplied in two sizes. They are made
of new piano hammers mounted on wood hammer shanks about 5 inches long. A felt
layer is added to the shank and a foam grip added over the felt. This is to isolate
the hammer blow from your hand as much as possible. A customer of ours suggested
this innovation, and when we sent the two hammers, he was delighted. Banjo players
tell me they need to thump the head of the banjo as well as the bridge to hear
the effect of the sound as they tighten the head of the banjo.PRICE FOR A PAIR $ 12.25
Read some suggestions on head tension
The banjo we used in the photo is a six string Hondo, which is for sale.
HAMMER REPAIR AND INSTALLATION TOOLS
Learn how to repair a broken hammer. Second location
CLICK
HERE:
To
study the diagram of the Grand, Spinet,
Full Upright, or Grand Damper
Action
![]()
 ORDER BY PHONE WITH CREDIT CARD
ORDER BY PHONE WITH CREDIT CARD
CALL
TOLL FREE: (800) 338-8863
If there is no answer, please leave
a message- we do answer our voicemail
OR:
Go to Mail Order Form for printing:
Online help available 
![]()
![]()
![]()
Chapter IX.
THE HAMMER AND ITS RELATION TO TONE.
The hammer is the ''characteristic" of the piano ; its sign and symbol. It was exactly the invention of the hammer, and of a movement to connect it with the key, that made the harpsichord into the pianoforte. The object of the labors which led Cristofori to his epochal application of a principle until then regarded as practically unrealizable, was tonal gradation. He sought a keyed stringed instrument of music susceptible to dynamic control through variations in the stroke of the fingers upon its digitals. He was looking for something better than the harpsichord could give him; something better than the light thin tinkle which represents the ultimate achievement of any harpsichord, no matter how beautifully made.
No increase in the vigor with which the harpsichord key is depressed will do more than gently pluck the string. Thin, rippling, tinkly, the tone of the harpsichord and of its kindred claviers could not always suffice for the full satisfaction of musical art. True, the harpsichord persisted for nearly a hundred years after Cristofori began his work in the little shop among the outbuildings of the Medici Palace at Florence; but on the day he produced his “martello”1 and the crude movement which connected it with the key, not only was the piano born, but the harpsichord was doomed. Henceforward, percussion instead of plectral vibration was to be the characteristic of keyed stringed instruments.
The two hundred years that have elapsed have brought no change in principle, although they have seen much improvement in detail. The piano hammer remains precisely what it was. Changes in the materials of which it is made and improvements in the manner of its manufacture have been produced as part of a gradual general refinement of our conceptions of the piano and of its true place. These conceptions have brought about improvements in manufacture, which have been accompanied by parallel improvements in the machinery of manufacture. But the principle remains to-day as it was two hundred years ago.
Function of the Hammer.
Fundamentally, the piano hammer consists of a rounded cushion of some flexible resilient material mounted on a wooden molding and provided with a right angle stem, the other end of which is connected with the piano action. The object of the hammer is to excite the strings into vibrations. We know that string excitation may be carried out in many different ways. When percussion is the method, two elements immediately present themselves for consideration. The string may be struck with greater
or less vigor, whilst also the manner in which the blow is delivered, as regards place on the string,
nature of the material, and so on, may be varied so as to produce variations in the color of the tone. In short, the hammer not only may control the comparative strength of the emitted tone but also to a large extent its color.
Now we have already discussed at considerable length the influence on tonal character involved in
choice of the point of contact of the hammer with the string. The reader will now wish to consider
questions as to the material of the hammer, and the methods of treating this material so as to produce in each individual case the best tone. It will be advisable to consider the question of material and workmanship first.
Material.
The first hammers were wedge shaped wooden blocks covered with hard leather and topped with a softer skin, like that of the elk. In the time of Beethoven the covering material was still leather, although an oval form had been developed. The felt covering which has long superseded all others was developed during the nineteenth century, principally through the work of manufacturers in the United States, where machines for covering the moldings were first successfully made and used. The present hammer consists of a wooden molding of approximately pointed shape over which is stretched a strip of hard felt known as the under felt. This is glued in place and over it is fastened in the same way a thicker strip of softer felt called the top felt. The two strips of felt are cut from large sheets, and glued on to the hammer moldings in one piece ; the moldings themselves being also in one piece. Thus a whole set of hammer molding is turned out complete, and receives a strip of under felt nearly as wide as the whole set of hammers, which in turn receives a strip of top felt. The solid set is then taken out of the machines and sawed into separate hammers.
The sheets of felt are of different weights, running from 12 to 18 lbs. per sheet or even higher. Hammers are known as 12-lb., 14-lb. or 18-lb. hammers according to the weight of the sheet from
which their top felt is taken.
The sheets themselves are prepared in tapering form so that the thickness runs from greater to less in a constant gradation from one end to the other. In this way is preserved the gradation of thickness in the hammer felt from bass to treble of the piano. Bass strings, of course, require the heavy hammers and treble strings the light ones.
Felt. The peculiarities of hammer construction must be considered definitely if we wish to become acquainted with the reasons for the sometimes peculiar behavior of hammers under usage. In the first place, it should be observed that felt is a very different thing from woven or spun fabric. Felt is the result of pressing together layers of wool in such a way that the fibres, which are serrated or jagged, fasten into each other and form a solid mass, which cannot be torn apart and which possesses in a high degree the qualities of flexibility and resiliency, together with strength and durability. At the same time however, it must be remembered that felt is a material which is really at its worst when under tension; yet hammer felt is continually in tension after the hammer is manufactured. The felt sheet is stretched over a wooden molding, with the result that the whole outer surface of the sheet is subjected to considerable tensional strain, which tends constantly to pull the fibres apart; fibres which have in effect
merely been pressed together in the process of felting and which therefore are susceptible of rupture under strain.
This peculiarity of the felt hammer is seen in sharp relief when a piano has been used any length of time. But even before this, even in the factory, the processes of tone regulation invariably expose this imperfection. In order to understand how this is so, however, we must see what that process is and how the condition of the felt affects tonal result.
Tonal Properties of the Hammer.
An ideal piano tone color can, of course, be expressed in terms of a definite wave form. This form, we can safely assert, differs not in essentials in any pianos made anywhere. All piano makers of all nations are agreed, generally speaking, upon the kind of wire used, the points of contact, the employment of felt hammers and the general taste of the modern ear for piano tone; or rather for what we have come to accept as good tone for a piano. Now experiment shows that a wave form produced by the vibration of a strong fundamental with the following five partials in diminishing strength and if possible with no seventh and no partial above the eighth, represents the ideal. At least, the very best piano tone — the kind of tone which is universally accepted as refined, pure and noble, is a tone which, when analyzed, is seen to be expressible in these terms. Such a wave form gives such a tone.
But the practical requirements of piano making render the attainment of this simple object very
difficult. In the first place, it is not regarded as practical to place the hammer contact-point at 1/7
of each string-length throughout ; though why this should not be practical it is very hard to say.
However, that piano makers will not do this is the key to the further fact that the seventh partial is an ugly and perpetual reminder, in the complex of piano tone, that science and piano making do not yet quite agree. In the second place, the high tension and density of the strings themselves are very favorable to the production of the higher partials, especially those above the ninth. If the hammer struck the string at H, the seventh partial and its multiples would be abolished. If also the wire were on the whole softer and the tension lower, than are usual, the 9th and high partials would diminish in amplitude and consequently their influence on tone would be diminished.1
Now it is plain that the hammer must also enter into the complex as an influence of more or less power. Putting aside the question of contact points, which after all is a matter for the scale draftsman and not for the hammer-maker or the tuner, we are reduced to three considerations:
(1) the hardness or softness of the underfelt; (2) the hardness or softness of the top-felt and (3) the size and shape of the hammer. Let us consider these.
Under felt.
It is of course plain that the under felt must be relatively firm and hard, simply because the necessity exists of interposing an effective cushion between the hard wooden molding and the contact surface. It is equally clear that the function of the under felt is, just as much, that of “backing up” the softer top felt.
Top felt.
The function of the top felt is to inflict the blow on the string in such a way as to produce the necessary wave form required. Now, it is plain that the softer the top felt may be, the less quickly will it rebound from the surface of the struck string. Now a soft top felt of course will be one in which the fibres will be relatively more detached on the top ; a condition partly arising from the fact that the top felt is stretched at high tension over the under felt and molding. The cushion of soft fibres thus formed will tend to cling to the surface of the string a little longer than if it were perfectly smooth and hard. This
clinging will have the effect of damping off at least some of the high partials which originate around the point of contact of the string. When it is understood that the hammer, even when new, presents a relatively blunt surface to the string, the above can easily be realized.
Soft and Hard Felt.
It now becomes plain that :
1. The softer the top felt the less complex will be the wave form and the more mellow the tone
quality, due to damping of high dissonant partials.
2. The more sharply pointed the contact surface, the smaller is the actual mass of felt presented to the string and the fewer are the upper partials around the contact point to be damped by the contact. Hence, a pointed hammer, other things being equal, means a less mellow and more complex tone.
3. The greater the velocity of travel to the string, the more rapid will be the rebound, since action and reaction are equal and opposite. Therefore the harder the hammer stroke the less mellow will the tone quality be, other things being equal.
4. For the above reason, also, a lighter hammer will rebound more quickly than a heavy hammer on a light hammer stroke and the heavy hammer will rebound more quickly on a stroke powerful enough to move its weight freely and derive the velocity advantage thereof.
The Voicing Problem.
The business of the voicer is to exert such influence as can be exerted by treatment of the hammer felt, upon the tone quality of the piano. Fundamentally, the tone quality is settled long before the voicer sees the piano. The design of the scale, the general construction of the piano, the choice of striking points
for the hammer; these and many other details have already determined the tonal quality before any treatment of the felt is considered. The sole business of the voicer then is to smooth out, to improve if he can, what has already been set forth; and if he cannot improve, at least to put the best appearance upon things and to make sure that the piano goes out into the world under the most favorable tonal conditions. That is the voicer's business, and he effects his results by the processes of hammer treating which I describe below.
Prior Condition of the Hammer felt.
In the first place, let us keep in mind that the top felt is less than an inch deep over the under felt and
molding at the point of contact in the bass, and tapers down until it is hardly thicker than the felt of a hat, at the highest treble. This top felt is fastened over the under felt and molding in such a way as to stretch the upper surface whilst compressing the parts nearest the under felt. Now it is plain that a structure like this must be more or less uneven in texture and certainly rough on its surface. It is also easy to see that any attempt to remedy these conditions through a process of working up the texture of the felt must take into consideration that the cushion is in a condition of both tension and compression, with a constant tendency towards pulling apart its fibres and disrupting its structure.
Smoothing the Surface.
Now it is obvious that before any sort of judgment can be formed rightly regarding what may have to be done to a set of hammers in order to provide the best possible tonal result, the surface of the top felt must be made as smooth and as even as possible. This the voicer does by a process generally called ''filing." A strip of cigar box wood is taken, about wide enough to cover the surface of a hammer when laid over it, with some space to spare, but not wide enough to interfere with the hammers on either side.
This strip may be made of any suitable wood, but the kind spoken of is particularly convenient and
easy to obtain. The strip is made about seven inches long. Several of these strips are obtained and covered with sandpaper by the simple expedient of cutting a strip of the paper to the same width and twice the length and then gluing it over the one edge and down both sides. The loose ends are trimmed off where the hand grasps the instrument. Some of the strips are covered with No. 2, some with No. 1 and some with No. 0, sandpaper.
Filing.
The “sandpaper file,” as it is called, is used for the purpose of rubbing away the rough uneven particles and fibres of the felt so as to produce an uniform surface. The technic of the operation may easily be acquired, but practice and patience are requisites to success. The action is laid on its back away from the piano, if this be an upright, or is taken out with its keys if it be that of a grand, and placed on a table or bench. The operator sits with the backs of the hammers nearest to him. Taking one of the hammers between his thumb and first finger he raises it above the line of the others and grasping the file in the other hand so as to leave as much of the sandpaper available as he conveniently can, he draws the file along the striking surface of the felt, beginning at the bottom of the under side of the hammer and drawing the file in a series of light strokes towards the top or crown where contact is made with the string, leaving the actual crown untouched. In this manner he smooths out the surface, rubbing away the rough outside crust of the felt and drawing this latter up to a curl at the crown. By so doing the
position of the crown is indicated and any flattening of it avoided. Then the hammer is attacked in the same way on its other side and the smoothing out again terminated at the crown, so that now the hammer looks like a bald head with a little tuft of hair at the very top ; a sort of Mohammedan topknot. In doing this apparently quite simple work, however, it is well to remember that (1) the strokes
must be made with the file absolutely square on the surface of the felt, or else the result will be a
crooked surface. (2) The file must be drawn just with enough pressure to take off the rough outer crust or skin but not hard enough to make dents in the surface or disturb the shape. Careful practice is therefore necessary, as well as a good deal of patience. Moreover, the high treble hammers which have so little felt on them must be very carefully treated, or the felt may be all filed away, leaving a bare spot showing the wood underneath. This first smoothing is done with the No. 2 paper.
First Needling. The voicer now turns to the needles. Having given the surface of the hammer a preliminary smoothing out, he must attempt to produce an uniform texture in the interior. The object of so doing is to furnish a cushion for the immediate contact with the string, which shall be relatively resilient and uniformly yielding, against the harder under felt and still harder molding. This upper cushion however, must not be mushy at the crown or actual place of contact, nor must its surface be broken up and its fibres disrupted by unscientific jabbing with needles. On the contrary, the object is to work the inside of the felt so as to leave the outer surfaces as far as possible intact, whilst conforming to the requirements noted here.
The voicer therefore uses a needle holder containing three No. 6 needles, set in a row and projecting not more than one-half inch from the handle. This handle should be of such thickness that when grasped as if it were a dagger with the point of the blade (the needles) downwards, it may be held without cramping the muscles. Thus grasped, it is used to stab the felt, in the manner following :
The hammer to be treated should be supported upon a block laid under its stem, so as to raise it above the line of hammers. Such a block is usually made wide enough to support three hammers at a time. The needle is firmly grasped in the right hand whilst the left hand steadies the hammer. Strokes are made by firmly pressing the needles down into the felt, on each side of the crown alternately, as far as they will go, not stabbing hard but pressing firmly, avoiding the crown and gradually working down on each side thereof to the very bottom of the top felt. The needles should enter the felt like the spokes of a wheel, of which the under felt represents the hub.
It is necessary for the voicer to estimate from time to time the condition of the felt and the progress of his work. At the beginning, before he has filed the hammers, he will of course have tested the general condition of the tone and will also have estimated the hardness of the felt. His work must continue until the interior of each hammer is in an uniformly resilient condition, without uneven lumps anywhere, but especially without any picking up of the surface or tearing of the fibres, and without touching either the crown or the under felt.
"Picking Up."
The abominable practice of “picking up” the felt by digging with the needles as if one were digging potatoes out of the crown of the hammer, cannot be too strongly condemned. It does the very thing which should not be done; weakens the already tightly stretched sheet of felt by breaking the fibres and crushing the structure at its surface. The consequence is that the entire crown is soon broken up, its indispensable firmness destroyed and contact made mushy and ineffective, whilst the interior of the hammer is left virtually in its original state. Thus the purpose of voicing is entirely missed. The needle work should be done as indicated and in no other way; continuing until it appears by the “feel” of the felt that each hammer is well worked inside.
Trimming the Crown.
The voicer now trims off the felt tuft or "top-knot" on the crown of each hammer with his sandpaper file and replaces the action in the piano to test the tone. It will then be found, probably, that the quality is more or less mellow, but that there is much unevenness, some hammers being harder than others. The voicer therefore tests the tone quality by first running over the piano, a few hammers at a time, with a
soft touch and then in the same way with a hard touch. The tone quality ought to be the same in both cases. Also the tone throughout should be of even mellowness. To remedy the unevenness the voicer uses his needles as before on the faulty hammers, again avoiding the crown, until the tone quality is evened up on a moderate touch. He then tries each hammer on a hard stroke and if the tone quality hardens when the stroke of the key is very strong, the voicer takes a needle holder containing two 3/4 inch fine needles and with these takes a few ''deep stitches," as they are called, down into the top felt ; avoiding the under felt and the crown. This will remedy the trouble, which was due to the interior not having been worked sufficiently.
Second Smoothing.
The hammers are now smoothed again, with finer paper on the file, and any specially hard hammers that may have been noted are needle-worked until they are in good shape. The action is then replaced in the piano.
The “Dead” Tone. If the work has now been done rightly, the tone will be mellow and even on all kinds of touch, but with a sort of “deadness.” One feels that it needs to be livened up; and this can be accomplished in the following manner :
Ironing.
The action being again taken out, each hammer is carefully ironed with a hot iron. This tool is best made from an old l ½ inch chisel, of which the blade has been cut off below the edge. Let this be heated until a drop of water touched to it evaporates and then let each hammer be well pressed with this on both sides. One side is held with the hand whilst the iron is pressed into the other side, working so as to direct the pressure upwards towards the crown and bring the felt in the same direction. This is done on both sides of each hammer until the felt is well scorched and blackened.
The file is then applied again and the scorched felt cleaned off. The action is replaced in the piano and if the work has been well done the tone has been ''livened up" and made clear.
The Crown Stitch.
If there is any unevenness still to be noted in the tone quality, or especially if any hardness be observed anywhere, one or two gentle pressures into the felt, down through the crown with a single fine 1-inch needle, will remedy the trouble.
This, or something equivalent to it, is the process of voicing as carried out in the best factories.
Qualifications of the Voicer.
A good ear for tone-quality is the principal qualification necessary for the voicer. The mechanical technic is soon acquired when the necessary feeling is there. To know what are the physical requirements of piano tone is of course the business of the designer, just as the same man should also know how to insist on the various works of construction being carried out according to his prepared designs; but even so the voicer himself should be equally scientific and equally able to take upon
himself the function of a critic.
For instance, the voicer may perceive that the striking distance is somewhat wrong, and in that case it is his duty to insist on changes being made which will remedy the conditions. It is his duty to watch carefully all points of the design and construction which have relation to tone, and to suggest such improvements as his own knowledge leads him to discern. These are counsels of perfection, but they are necessary nevertheless.
A fine ear for tone quality may be acquired by patient study of the physics of piano construction and by constant practice in the art of voicing. No other possible road can be recommended or even suggested. The aim and end of voicing is to make the piano sing beautifully, and only constant work on the piano makes this idea possible of realization in one 's mind; an indispensable preliminary to its realization in concrete form.
The Ideal.
The ideal piano tone is that in which a wave form excluding the seventh and all partials above the eighth as far as possible shall be evoked uniformly under all conditions of touch. It is the object of the piano hammer to make this tone possible ; and of the voicer to carry out the technical processes necessary to prepare the hammer for its tonal work.
The matter of repairing old hammers, and cognate matters relating to the care of the hammer
in used pianos, are discussed in the next chapter.
The rules here laid down for the work of voicing are of course based on the practice of factories;
and the tuner who studies this chapter is expected to understand that his practice must be modified
in accordance with the condition in each case. Old pianos cannot always be treated exactly as
described in this chapter, although every one of the rules and directions here given for each of the
processes described and explained, is to be followed, at all times. This is important: to follow
the entire process may sometimes be out of the question, but every time a needle or a file or an
iron is used, the directions given above should be remembered; and, as far as possible, followed out.
Care of Tools.
One point remains. In using his tools the voicer should be careful especially about keeping the sandpaper files always covered with fresh paper, and about renewing the needles whenever they become dull at the points. Worn sandpaper and blunt needles prevent good work and cause waste of both time and energy.
1 i.e., hammer.
1The published proceedings of the Chicago Conference of Piano Technicians for 1917 contain some interesting discussions of this point.